Overview of Round Blades
Material selection
In the
steel slitting machine cutting industry, the blades are usually selected and selected according to the composition of the metal elements, as follows.
A. Metal products containing Cr (chromium) can make the metal structure fine, can play the role of rust prevention;
B. Metal products containing Mo (molybdenum) can increase the strength and hardness of the metal, so that it has higher cutting performance;
C. The vanadium-containing metal has a great effect on impact resistance and fatigue resistance;
D. When the carbon content is high, the cross section can be made fine, but the toughness is lowered, and the wear resistance can be increased;
E. Containing Si (矽) can make the internal organization of the blade closer, but will increase its brittleness;
F. Manganese has the function of deacidification and oxygen reduction, and can have rust and corrosion resistance, and the content can increase its toughness within a certain range;
G. Phosphorus (P) in nitrogen (N) can increase the corrosion resistance of steel, but the brittleness will increase;
H. Nickel (Ni) can reduce the thermal expansion coefficient of the blade, reduce X magnetic, reduce high temperature rust;
I. Tungsten (W) can increase the quenching temperature and obtain the best hardness;
Because of the anti-shearing and abrasion between the blades, the blades will produce fatigue layer on the metal surface, and the choice of materials can extend the service life of the blades as far as possible. At present, the common blade materials are as follows.
A. SLD-11 SKD-11 (Cr12Mov), SKD-12 (High Hardness Cold Die Alloy Steel) and SLD-11 are the highest series materials in this series.
B.SKH-51 SKH-9 (Molybdenum High Speed Tool Steel)
C. ACD-8 (Low Hardness Cold Die Alloy Steel)
Metal element analysis and applicable sheet for each blade material
A. SKD-11 (Cr12Mov): Its carbon content ranges from 1.4 to 1.6 and chromium content ranges from 11.00 to 13.00. Compared with other alloys, the alloy containing Mo and V has higher hardness (up to 58-60 degrees of hardness), toughness and wear resistance. It is suitable for the following plates.
I. Cold rolled sheet (SPCC) 0.3-3.2;
II. Surface treatment board (electrolysis, galvanizing, color coating, etc.) 0.3-3.2;
III. Stainless steel (SUS) 1.0-3.2.
B. ACD-8: High nickel content, high toughness, suitable for hot-rolled plate and high tension plate with thick shear, but poor wear resistance.
ACD-8
Stainless Steel SUS3.2~6.0
HotRolledPlate SPHC6.0~9.0
HighTensionBoard 3.2~3.0(Such as manganese plate, etc.)
HRC53~55 degree
ACD-8
Stainless Steel SUS2.0~3.2
Hot Rolled Plate SPHC2.0~4.5
High Tension Board 2.3~4.5(Such as manganese plate, etc.)
HRC55~58 degree
E. SKH-51: high in tungsten, molybdenum and vanadium. It has high wear resistance in SKH-54 homologous molybdenum high speed tool steel (SKH-9). HRC 60 to 63 degrees
F. SKH-54: more advanced material for SKH-9 series, HRC 61 ~ 64 degrees
SKH-54
Silicon Steel Sheet 0.1~0.65
Non-ferrous Metal 0.05~2.0
SKH-51
Steel Sheet 0.1~0.5
2. Thickness and other options, according to the thickness of the shear material, hardness, etc. to make a suitable choice, generally according to the following rules (see below only).
A. Thickness: more than 3 times the thickness of the shearing plate;
B. Outer diameter: more than 40 times the thickness of the shearing plate;
C. The amount of blade extension: less than 25 times the thickness of the plate;
D. There is a keyway blade whose key slot must have an R angle.
3. Accuracy requirements: According to the precision requirements of cutting the thinnest plate and finished product, the cutting blade is required according to the routine: the flatness is within 5/1000, the thickness is within 5/1000, and the concentricity is within±0.015.
In addition, the knife collar is the same as the blade.
Blade row
1. According to the current blade grouping method, the spacer combination is usually divided into two categories.
A. Undercut combination: It is called“public”according to industry custom. The combination method is determined according to the specification of the strip, the material of the board, and the thickness. If it is expressed by the formula, it is: public = strip size - (blade thickness * 2 )-(single horizontal gap*2)
B. Combination of strip specifications: According to industry custom, it is called“mother”, also known as in-line combination. The combination method is determined by the width of the finished strip. If the strip size is 80, the combined length is Row 80 can be. For example, if the strip size is 80 and the board thickness is 1.0, the blade length is 10, the horizontal gap is 0.1, the mother = 80MM = 80-(10*2)-(0.1*2)=59.8MM
2. The above is the blade spacer and the blade row grouping method. In the striping operation, if you want to ensure that the slitting line machine is flatly pushed out of the inner slicing knife, you need to have a corresponding stripping device. According to the conventional material returning method, there is A and rubber. Circle B, bakelite, wooden strips, etc.
Rubber ring return method (for thicker or wide strips)
A. The rubber ablation rubber used by us usually adopts oil-resistant and wear-resistant rubber, such as polyurethane, also known as excellent rubber. The chemical name symbol is“PU”, and the other common rubber is Dingqing rubber resin. High oil-resistance, anti-corrosion function and good deformation recovery ability. According to the different shearing materials, the thickness and texture of the shearing plate are treated according to the hardness, and the hardness is generally treated. The range is 60 to 90 degrees in rubber hardness.
B. The choice of apron size, the size of the apron usually depends on the size of the blade, the size of the blade spacer to determine the size of the inner diameter, when cutting the different thickness of the plate using the corresponding outer diameter of the return rubber ring, to determine the strip The appearance of the finished product is flat and the surface quality. However, considering the diversity of the thickness of the sheet, we usually choose two kinds of outer diameter rubber aprons when ordering the outer diameter of the rubber ring: the same as the outer diameter of the blade and the return rubber of 1~2MM larger than the outer diameter of the blade. Circles, when manufacturing a rubber ring, considering the difference in size, we can classify it by different colors, such as selecting the red as the blade, selecting the black color slightly larger than the blade, and the thickness can be different due to the different cutting specifications. In the universal combination.
According to the above statement, some people may ask whether the two outer diameter aprons can be used for all thickness plates. The more correct answer here is of course the result of no action and no line: "No" is based on absolute logical calculations, and "row" is based on the results of relative actual use, but must be supplemented. It is completed with the corresponding accessories, and the accessories here refer to the rubber ring positioning tension spring.
3. Plate Return
We usually choose the hard bakelite (resin board), red dyed solid wood and so on. The surface is attached with scratch-proof material. The plate-type stripping is mainly suitable for the thin board with many specifications and small specifications, or for the finished products with poor thickness and shape. Its arrangement method is basically the same as the stripping rubber ring, but the disc shears must be supplemented by the stripping support device.
4. Horizontal clearance reserve and blade undercut
A. The reserved size of the horizontal clearance of the blade should be determined by the thickness and texture of the sheet metal. According to the conventional method, the reserved value is between 6% and 12% of the thickness of the sheet metal.
Plain board: such as SPP, SPHC, SECC, clearance parameter is 8%~10%.
Stainless steel: SUS clearance parameter is 7%~11%.
Silicon steel sheet: SI gap parameter is 7%~11%.
High carbon steel: 65Mn, S20C and other gap parameters are 8%~12%.
Non-ferrous metals: Al, Cn, Zn and other gap parameters are 5%~10%.
The above is for reference only. In practice, adjustments should be made according to the actual situation.
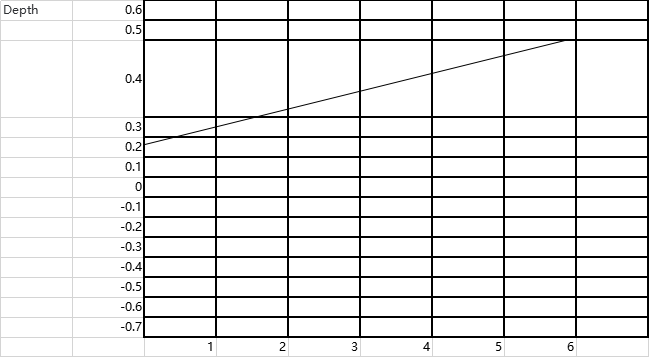
Lower cut is also called vertical overlap of blade: depending on the thickness of sheet metal, it is positive when the thickness of sheet metal is below 4MM and negative when the thickness of sheet metal is above 4MM. That is to say, when the material is above 4MM, the blade is in non-overlapping state. Generally, it is shown in the table (about 10%~50% of the thickness of sheet metal).
In the course of use, make appropriate adjustments according to the actual situation. In view of the diversity and specificity of the sheet, the following rules are now used for reference.
Blade and apron grinding
1. During the use of the blade, the blade is pressed against the plate for a long time, so that the blade has wear and obtuse angle. The metal fatigue layer appears in the incision part against the extrusion. In order to ensure the quality of the cut of the finished product, the edge quality and For dimensional tolerances, the worn blade needs to be ground to remove the metal fatigue layer of the knife edge to ensure the sharpness of the blade. The following points and methods for blade grinding are presented below.
A. matters needing attention
1. Do not grind the blade plane when grinding the knife edge, and repair the outer diameter of the blade;
2. The blades used at the same time must be ground at the same time to ensure uniform outer diameter and concentricity;
3. The choice of grinding wheel must be appropriate;
4. the choice of slurry must be appropriate;
5. Grasp the amount of grinding and the amount of grinding;
6. the choice of grinding machine speed, with the grinding wheel line speed 1500~2000MM or more, moving speed 0.5~15m/min.
B. Grinding method
Usually the choice of grinding wheel is within the following parameters.
1. sand size: 40#~60#
2. the bonding agent is V
3. the degree of integration G~J
4. the maximum line speed up to 1500~2000mm/min
The slurry is usually a conventional coolant or a mineral oil of 36# or less.
Because the wear and fatigue layer of the blade is about 10% of the thickness of the sheared plate, if the metal fatigue layer must be completely removed to ensure the cutting amount when the blade is used again, the following parameters are proposed for reference.
Batten plate thickness
The grinding capacity of 0.2~2.0 blades is more than 0.3m/m.
Batten plate thickness
The grinding capacity of 2.0~6.0 blades is more than 0.6m/m.
Batten plate thickness
The grinding capacity of 6.0~8.0 blades is over 01.5m/m.
Each feed is between 0.002 mm and 0.02mm. Never want to burn the blade quickly. If the amount of feed is too large, abnormal temperature changes will occur on the blade surface due to friction, which will cause the so-called tempering shrinkage of the blade itself to occur, resulting in cracks and cracks. The shearing ability and service life of cutting tools are affected. The supply of grinding fluid should not be neglected. It must meet the requirement of more than 15-20L/min.
After grinding, the tool edge may appear very fine metal bristles. Before using the new grinding blade, if special sandpaper or sand bar can be used to remove the burr of the tool edge, higher shearing effect can be achieved.
For SKH-51, SKH-54 and Wugang knives, grinding wheels above CBN are needed, while grinding machine tools are required to meet higher requirements.
2. Rubber ring grinding. Because the outer diameter wear of the apron is small in the course of using, the outer diameter of the apron is relatively large after many times of grinding, so the apron should also be grinded to ensure its performance, and the grinding amount depends on the outer diameter of the blade.
Selection and Use of Separators
The commonly used separator material is SK-5 or SNCM4. Because the separator needs to be friction-resistant with the cut section of the finished product, the material selection, hardness and strength of the separator are highly demanded, and the surface finish is also demanded.
The material must be tempered above HRC-55, the surface must be plated with hard chromium HRC-65 or above, and polished with mirror treatment to ensure that there is no mechanical damage after the cut section passes through.
Use of hydraulic shaft lock at tail end
After installing the hydraulic nuts according to the assembly method, close the solid nuts to the hydraulic nuts with a wrench. After confirming that the blades, separators, hydraulic nuts and solid nuts have been tightened closely, insert the pressure screw with a special wrench to rotate clockwise. When rotating the screw, observe the color indication of the indicator pin on the pressure indicator at the same time.