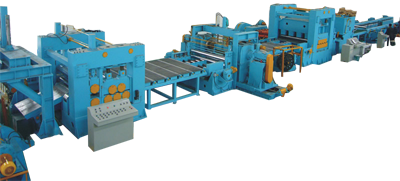
Based on much experiences on providing quality, cost-effective and long lasting roll forming systems
The basic description of the equipment of the production line
1.Storage table
Store the prepared coils for feeding on the trolley and ensure that the loading trolley steadily delivers the coils to the uncoiler (Storage table width for storage material ranges from 800 to 1600mm ).
2.Composition of loading car
(1)Trolley main body, V-shaped lifting table, lifting cylinder, lifting guide pillar
(2)Horizontal movement driven by cylinder
Functional Overview
(1)Up and down lifting, horizontal movement function
(2)Making Coil easy to be introduced into the unwinding machine
(3)V-type lifting platform is Driven by hydraulic transmission. Horizontal movement is driven by cylinder.
(4)The control of the trolley is operated on the sub-station. Car translation speed is 6-7m/min.
3.Composition of hydraulic double head uncoiler
It is composed of frame, guide rail, hydraulic expanding mandrel, cushion cover, hydraulic cylinder, motor-driven rewinding mechanism.
Functional Overview
Fix the coil and realize the unwinding function.The car aligns the inner hole of the coil with the center of the uncoiler. The left and right mandrels of the double-head uncoiler are driven by the centering cylinder ( The left and right are controlled to move respectively, and can also be moved at the same time ) and are introduced into the inner hole of the coil. The mandrel is hydraulically driven to expand and tighten the coil. Rising and shrinking mandrels are made of three curved plates and padded. The unwinding machine is divided into the active end and the driven end. The active end has the power. When the unwinding lead is taken, the uncoiler is driven by the AC sliding contact motor to realize the active feeding. During normal operation, the clutch disengages the power ,then the unwinding machine passively feeds the material. An air brake is installed on the unwinding shaft to realize the unwinding. Lubrication is greased. The feeding device is arranged above the mandrel. When the feeding roller (including polyurethane) is controlled and pressed by the oil cylinder, the operator can safely disassemble the steel coil, unwind the coil, and prevent the coil from being "spring-like" reeling off, the feed roller is driven by an AC motor, which assists in unwinding and feeding. When the unit is operating normally, the ramming device is raised.
(1)Uncoiler Spindle: 40Cr
(2) Shrink cylinder pressure: 10Mpa
(3) Uncoiler moving length range: ≥800mm
(4) Feed roller power: 3.0kW
(5) Roll back motor power: 5.5k
4. Paper institutions
It is composed of frame, take-up reel, reel, pulley, and torque motor.
5. Composition of feeding lead plate device
The composition as follows:
Shrink-feed plate, drive cylinder, pressure roller and drive cylinder
Functional Overview
It Helps in auxiliary uncoil feeding, as well as making the board smoothly enter into the straightening machine. The feeder tray extends out and rises to a suitable position, guiding the plate head, pressing down the pressure roller to flatten the arc of the plate head. Pallet lifting, raising and contracting, and nip rollers are all driven by hydraulic cylinders. During normal operation, the feeder plate and nip roller are reset.
6.Clamping device composition
It includes:
A pair of pinch rollers (polyurethane on the top roller), synchronous lifting mechanism, universal joint.
Functional Overview
The plate head is introduced into the straightening machine, and the pinch power is led from the gear distribution box of the straightening machine by the universal shaft. Meanwhile, the lower roller is fixed. Besides, the upper roller can be lifted and driven by the air cylinder, and the pressure is adjusted by the pressure reducing valve.
7.Fifteen roller four-level correction machine composition
The composition as follows:
(1) Machine base, frames, upper beams, work rolls (15 pieces), work roll clearance adjustment mechanism, work rolls with 9CrSi forgings as a whole quenched, surface hardened, hard chrome plated HRC 56-58
(2) Support frame, support roller seat and wedge adjustment mechanism
(3) DC speed motor, reducer, gear distribution box, and coupling
Functional Overview
Level the steel plate. The straightening machine has a four-fold structure, two layers of working rolls (7 top and 8 bottom) and two layers of back-up rolls, which are arranged outside the main rectifying roll to reinforce the strength of the main rectifying roll. The upper work roll support roll is mounted on the cross beam upper and lower work rolls and the backup roll is mounted on the lower stand. A wedge mechanism is provided in the roll stand of the backup roll, and the press-in amount of the support roll can be adjusted by the oblique wedge mechanism to adjust the roll shape of the work roll to obtain the best leveling effect. The upper work roll and the upper beam are integrated into an integral structure, and the gap between the upper and lower rolls can be separately adjusted by the motor so that the depth of depression between the upper and lower rolls at the exit side and the entrance side is changed, and an ideal (trumpet) angle is set. It is beneficial to improve the leveling quality of the board, and the amount of adjustment before and after is separately displayed by the scale. The power is driven by a DC speed-regulating motor, a speed reducer, a gear distribution box, and a coupling section to make each work roll active, the running speed is stepless, and the electric eye control in the intermediate bridge can be used to achieve high and low speed conversion.
(1)Roll diameter of correction roller φ100mm; Pitch: 106mm
(2)Support roller diameter φ100mm; (Four columns, a total of 34 support rollers)
(3)Main motor power: 75kW
8.Middle bridge composition
The composition as follows:
Large arc-shaped transition surface consisting of roller shaft, transition plate, cylinder, photoelectric control system, pit, etc.
Functional Overview
The difference between the running speeds of the front and rear units is cleared to facilitate the side guide positioning device to correct the deviation of the steel plate. When the initial lead is brought, the transitional pallet driven by the cylinder rises and the guide plate passes. During normal operation, the transition pallets fall, and the steel plates fall into the pit through the arc-shaped transition surface. The pits are equipped with photoelectric devices to control the high and low speed adjustments to ensure a certain amount of storage. The transition pallet surface adopts a glue board structure, and the transition roller shaft on the large arc surface is a rubber roller, which effectively prevents the board surface from being scratched.
Pit depth: 2500mm
Pit length: 4800mm.
9.Side guide positioning equipment composition
As follows:
Two limit rollers (including polyurethane), guide vertical roller, carriage and guide, width adjustment structure
Functional Overview
(1) To prevent the running of the sheet material, the vertical roller is fixed on the respective sliding seat on both sides of the width of the sheet material, and the width of the material is adjusted by the hand wheel to adapt to different widths of the sheet.
(2) The vertical roller (45 # Steel quenched and tempered, 3 on each side, a total of six. The overall quenching HRC55-58. Adjustment range: 300-1600mm.
(3) Limit roller is located in front of the guide to prevent the plate from running at high speed.
10.Storage stickers mechanism
The paper-feeding mechanism and the film-membrane mechanism are placed above the precision-orientation ruler. After the length-adjusting and correcting machine, the sticker mechanism adopts left-right thread rolling rolls, which are fed by the pinch rollers and run synchronously with the machine.
11.Five roll precision leveler composition
As Follows:
Rack, straightening roller (two upper and three lower), gap adjusting device, (roller diameter: φ120mm; 9CrSi forging, overall quenching, surface quenching, hard chromium plating HRC 56-58. Gear distribution box, universal joint Shaft section.
Functional Overview
Level the steel plate twice. Auxiliary clamping length is sent, and the power of the correcting roller is led out of the gear distribution box through the universal joint. The upper hand wheel can be used to adjust the gap between the upper and lower rollers, respectively, and the numerical scale is displayed. The operation speed is adjusted steplessly, and the same power as clip-in length is used for AC servo drive.
12.Clipping and lengthing Device composition
As Follows:
(1) Two pairs of pinch rollers and gap adjusters. Pinch rollers are made of polyurethane rubber rollers.
(2) Digital servo motor, distribution box, universal joint. Torque: 166N·M
Functional Overview
According to the set length, accurately pinch the sheet material. Two pairs of long pinch rollers are driven by an AC servo motor. The required length is set on the console control panel. The AC servo motor is controlled by a digital servo system to achieve precise determination of feeding.
13.Cross shears
It is composed of frame, tool holder, running synchronization mechanism, guide rail, pressing mechanism, and upper and lower blades. (blade material 6CrW2Si, HRC58)
Functional Overview:
(1)Cooperate with full line control for precise cutting.
(2)The numerically controlled undercut pneumatic clutch shears which have a shear angle of 130 and the motor power is 7.5 kW.
14. Conveyor platform composition:
It is composed of a frame, conveyor belts, lift cylinders, AC motors (power: 3kW), and speed reduction gears.
Functional Overview
The sheared steel plate is conveyed to the collecting table. When the short material is cut, the belt can be lifted partially. Then the short material can be manually collected.
15.Aggregate hydraulic lifting platform composition
It is composed of hydraulic lifting racks and rails.
After the steel plates were stacked to a certain height, they were controlled manually and the lifting platform gradually decreased. The discharging mode is post or side discharge.
16.The rack composition
It consists of rack, blanking rack, side baffle, rear baffle, and electric adjustment mechanism.
Functional Overview
(1)To achieve the overall steel plate blanking
(2)To avoid scratching the board surface when the steel plate stacking
(3)To achieve the overall falling sheet, with left and right baffles and tailgate (maneuverable width).
(4)The rear baffle is provided with spring baffle stacking (motorized adjustment length).
17.Outlet trolley composition
As Follows:
Trolley racks(2pcs), roller shafts, pin pendulum reducer, chain drive system.
Functional Overview
The rails on the material lifting platform are lowered to the same level as the rails of the trolley. The discharge trolley has the power to drive the driving roller shaft to output the pallets of the stacked steel plates to facilitate the packing or handling of steel plates.
18.Hydraulic pneumatic system composition (lubricant, hydraulic oil user-supplied)
As follows:
Motors, oil pumps, hydraulic valves, fuel tanks, cylinders, hydraulic lines, cylinders, gas lines, valves, etc.
Functional Overview
The entire hydraulic system uses an integrated hydraulic station to control the movement of the hydraulic part of the entire production line. The main hydraulic valve adopts Beijing or Shanghai products, and the cylinder seal ring adopts Japanese Wal-Mart VHS series to ensure stable and reliable operation of the unit. Other components use domestic brand-name manufacturers. Pneumatic systems primarily control the movement of pneumatic components. (air source, wire, cable users bring their own).
(1)Main motor power: 7.5kW, oil pump: PLLVL1-M, displacement 28L/min
(2)System pressure: 10Mpa
(3)Air source pressure: 0.7Mpa, displacement: 0.9m3/min
19. The electrical system composition
It consists of a standard electric cabinet, a main console, an auxiliary console, and a button box.
Functional Overview
The whole line adopts centralized control. The main console has the functions of length setting, digital display, automatic counting, high and low speed adjustment, manual feeding, continuous cutting, and fault alarm. Digital AC servo motor, length control system servo control. Program Controller (PLC) Siemens. Other electrical control components are imported products or joint venture products of the same grade.
Rshibin has various cutting machines waiting for you, such as high speed cut to length line, medium gauge slitting lines nad so on. Here, you can get the best cutting machine and service.