Based on much experiences on providing quality, cost-effective and long lasting roll forming systems
The Advantages, Structure and Working Principle of Hydraulic Steel Strip Cut To Length Machine
The cross cut shears is an indispensable equipment in the production workshop of strip, which is mainly used for cutting, dividing or cutting off the defective parts on the continuous line of cut to length steel. According to its transmission mode, the transverse shear machine is divided into mechanical transmission mode and hydraulic transmission mode. In recent years, with the development of hydraulic technology, hydraulic transmission shear machine has been widely used. The hydraulic strip cross shear machine has the following advantages:
1) the structure is simple, compact and light weight.
2) the shearing force remains unchanged throughout the whole process and the shearing action is stable.
3) it can automatically prevent overload, work safe and reliable.
4) in continuous operation, it is easy to realize centralized control and management with other equipment, and the adjustment of shearing force and press force parameter is convenient.
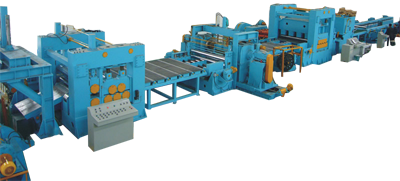
The structure and working principle of steel cut to length line
The inclined blade transverse shear machine is generally adopted in cold shear band steel production line. According to the different shear modes, it can be divided into upper and lower cutting types. The lower tool holder is fixed in the frame, and the lower blade is arranged horizontally. The upper tool holder is driven by two shear oil cylinders and can slide up and down in the guide skateboard at both ends of the frame. The shearing cylinder is locked with the lock nut through the external thread of the piston rod end and the upper tool holder. The travel zero of the two shearing cylinders can also be adjusted through the lock nut. The upper blade is arranged with a certain inclination Angle. At the same time, the upper tool holder is equipped with rack at both ends. At the same time, safety pins are installed at both ends of the machine frame and inserted at both ends of the upper tool frame to prevent accidents caused by failure of the hydraulic system, failure of the shearing cylinder control or accidental fall of the upper tool frame during equipment maintenance. The feed end of the frame is provided with a press plate driven by four pressure plate oil cylinders to slide up and down, which is used to compress the strip when cutting strip steel. The feeding end of the frame is also provided with a feeding plate.
The upper and lower blades are not parallel, the lower blade is horizontally arranged, and the upper blade is inclined to an angle relative to the lower blade. The inclination angle generally takes 1~6 ° according to the thickness of the shear strip and the material difference. The maximum allowable inclination Angle is restricted by the friction condition between strip steel and blade. When alpha > alpha max, the strip will slide out of the blade and not be cut. Therefore, the maximum allowable inclination angle of alpha Max is not more than 12 °. In addition, the size of the tilt angle has an effect on the shear quality (especially for thick steel plates). When alpha is very small, there will be a tearing phenomenon on the shear section of the strip. It can be seen from figure 2 that in the process of cutting strip steel, the length of the contact area between blade and strip steel is not equal to the width of the entire width of strip steel, but only a slant line BC. At the steady shear stage, this contact length BC is a constant, the contact length between the blade and the strip steel changes from zero to BC when the blade is just cut in. At the end of cutting, the contact length decreases from BC to zero. Because the contact length of the blade and strip is less than the width of the strip, the shear area of the oblique cutting machine is small and the shear force is reduced by relative parallel cutting. The shear force is related to the angle of the blade inclination.
In the hydraulic control system, when cutting the strip steel of the transverse shear machine, the piston rod of the four pressure plate cylinder is preferred to extend the drive plate to tighten the strip steel. Then the two shearing cylinders control the piston rod back and drive the upper tool frame up by the shunt valve, so that the strip steel can pass through the shear machine smoothly. At the same time, the back pressure produced by the balance valve on the back oil-way at the end of the rod cavity of the shearing oil cylinder makes the upper tool holder free to fall without the weight of the piston rod and the upper tool holder when the shear oil cylinder is not cut. At the oil return end of the solenoid valve, the movement speed of the piston rod of the shear oil cylinder is extended and retracted through the throttle valve. The overflow valve is used to control the size of the compression force at the clueless end of the pressure cylinder, and the pressure can be shown by the pressure gauge. In case of overload or other failure during shear process, overload protection can be realized through unloading of overflow valve to protect the safety of equipment and controller. At the inlet of the solenoid valve the compression force of the plate-cylinder can be controlled by reducing the pressure valve.
Precision Copper Slitting Machine Is Mainly Used For Cutting Edge And Slitting Of Copper Belt. It Mainly Consists Of Four Parts: The Coiler, The Disk Scissors, The Coiler And The Edge Reaper