Aluminum sheet and strip refers to the aluminium sheet or strip which is made of aluminium as the main raw material and mixed with other alloy elements. Aluminum sheet and strip is an important basic material for the development of national economy in China. It is widely used in aviation, aerospace, construction, printing, transportation, electronics, chemical industry, food, medicine and other industries.
Flow of aluminium strip production
Melting - Static position - Casting - Homogeneous fire - Hot-rolling - Cold rolling - Finished product annealing - Packaging and warehousing - Casting and rolling
1. Melting casting
The purpose of melt casting is to produce alloys with high purity and satisfying composition, and to create favorable conditions for casting alloys of various shapes.
Several key parameters in casting process:
1. Furnace temperature is generally set at 1050 C during smelting. The material temperature should be monitored during the process, and the metal temperature should not exceed 770 C.
2. Slag removal operation at about 735 C. This temperature is favorable for slag-liquid separation.
3. Refining generally adopts secondary refining method, primary refining reinforcement refining agent and secondary refining gas refining method.
4. Casting should be done in time for 30 min-1 h after static inversion, otherwise refining is needed.
5. Ai-Ti-B wires need to be continuously added in the casting process to refine the grain size.
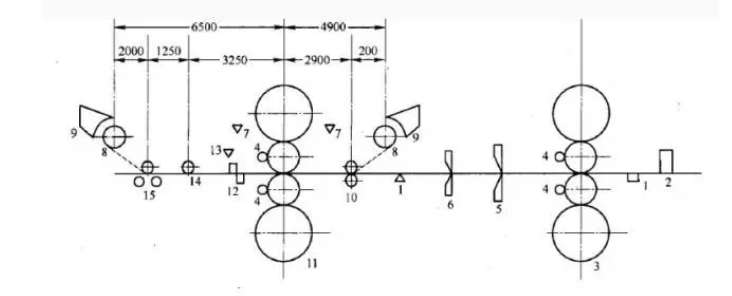
2. Hot rolling
Hot rolling generally refers to the rolling above the recrystallization temperature of metals. Hardening and softening of metals exist simultaneously in the process of hot rolling. Due to the influence of deformation speed, as long as the recovery and recrystallization process is not enough, there will be some work hardening. The recrystallization of hot rolled metal is incomplete, that is, the recrystallization structure coexists with the deformed structure. Hot rolling can improve the processing properties of metals and alloys and reduce or eliminate casting defects.
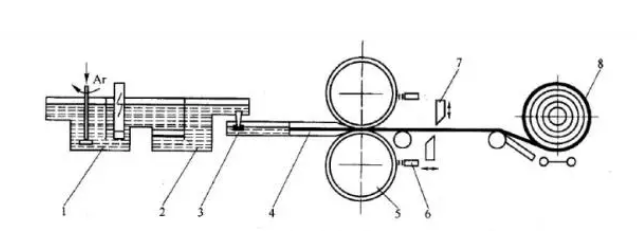
3. Casting rolling
Casting and rolling process: liquid metal, front box (liquid level control), casting and rolling mill (lubrication system, cooling water), shearing machine, coiler.
The casting and rolling temperature is generally between 680 ~700 C. The lower the better, the more stable the casting and rolling line will stop once a month or more, and the vertical plate will be restored. In the production process, the liquid level of the front box should be strictly controlled to prevent the liquid level from being low. Lubrication uses C powder with incomplete combustion of gas to lubricate, which is also one of the reasons leading to dirty surface of casting and rolling stock. The production speed is generally between 1.5m/min and 2.5m/min. The surface quality of products produced by casting and rolling is generally low, and can not meet the requirements of special physical and chemical properties.
4. Cold rolling
Cold rolling refers to the rolling mode below the recrystallization temperature. There will be no dynamic recrystallization during the rolling process, and the maximum temperature rises to the recovery temperature. The cold rolling has a work hardening state and a high work hardening rate. Cold-rolled strips have high dimensional accuracy, good surface quality, uniform structure and properties. Products in various states can be obtained by heat treatment. Cold rolling can produce thin strip, but it also has the shortcomings of large energy consumption and more processing passes.
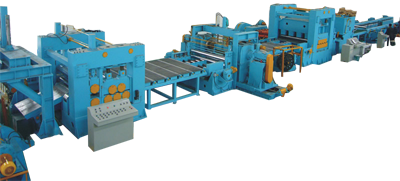
5. Finishing
Finishing is a processing method to make cold-rolled sheet meet customer requirements, or to facilitate the follow-up processing of products. Finishing equipment can correct defects such as crack edge, oil strip, bad shape and residual stress in hot rolling and cold rolling process. It needs to ensure that no other defects are brought into the production process. There are various finishing equipments, such as cross cutting, longitudinal shearing, stretching and bending, annealing furnace, slitting machine, etc.
1) uncoiler
2) Longitudinal shears
3) Coiler
1) uncoiler
2) Loop pit
3) Coiler
4) Longitudinal shears
5) Tension device