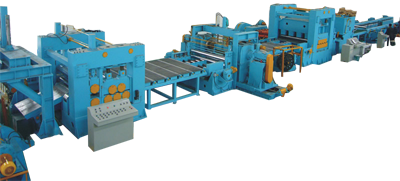
Reasons and countermeasures for defects in
cut to length line processing can be found in the following parts:
(1) knife prints: knife prints caused by the inner edge angle of the disc cutter on the surface of the steel strip. It occurs in the edge thickness of the knife, continuous or intermittent knife printing occurs.
A: Knife prints caused by rubber ring and strip pressing. The knife prints are caused by too high apron in the middle width of the matching tool, too low apron in the narrow part, or too high pressure of the pressing strip and the discrepancy between the height of the knife and the pass plate.
B: The cutter prints produced by partial cutters and rubber rings. For the disc cutter, when using the rubber ring, because the disc cutter swings when rotating, the surface of the finished product produces intermittent pressure, and the stress part is prone to wrinkles.
C: Wrinkles caused by the longitudinal swing of cutters and rubber rings. In addition to the above, the cutter prints occur when the cutter and rubber ring oscillate. That is, the cutter press on the surface of the product produced by intermittent knife prints. The main reasons are as follows: too large inner diameter and clearance of cutter shaft bending tool and too large inner diameter of spacer sleeve and clearance of cutter shaft (longitudinal swing of rubber ring).
D: The prints produced by the auxiliary knife. In order to prevent the tool from twisting due to side pressure, a sub-cutter is usually equipped next to the main cutter. At this time, the outer diameter of the two blades is slightly different. Once a sharp sub-knife is used, a knife mark will be produced. This kind of mark can be prevented by using once-used knives with rounder edges as auxiliary knives or by using the same external diameter auxiliary knives.
(2) Coiling scratches: When the coil is coiled in a relaxed state, the inner layers of the coil will slip. Various scratches will occur on the surface of the steel plate, as well as scratches caused by repeated friction of the scratched points. In addition, even if the coil is normally coiled, scratches will occur when the coil is coiled under tension beyond normal tension.
A: Coiling scratches on the uncoiler. When the counter-tension of uncoiler exceeds the coiling tension of base metal, or when the brake of uncoiler is insufficient, or when the pressure of pressure stop roll of uncoiler is insufficient, the coil will be relaxed and scratch will occur. In addition, the loose coil will be re-tightened and scratched when it is uncoiled on the machine. Once the counter-tension of the uncoiler is too large, the steel plate will suddenly tighten when it is opened and loosened, and there will also be scratches. So measures should be taken to reduce the braking force when the work is finished.
B: Coiling scratches on the winder. Loose rolls are more likely to occur when the production line stops and starts again. Relaxation of shearing outer ring, transverse misalignment of coil when unwinding, etc. will cause scratches. In addition, coiling scratches will occur when the loose steel coil is inserted into the mandrel and re-coiled.
C: Coiling abrasion in hand expander. In the state of insufficient tension, the loosened coil will be wrapped in dislocation and scratch when it is grasped by hand expander and contractor. In addition, scratches also occur when the strips in the looper sway and overlap horizontally.
(3) Indentation: After foreign bodies are involved in the surface and inside of the steel plate, there will be concave and convex marks on the surface of the plate, called indentation.
A: The indentation on the rollers. During the operation of the production line, foreign bodies fly into the rollers. In addition, there are indentations caused by bumps on the surface of the rollers. If this happens too much, a continuous defect will occur, so it must be carefully checked before coiling. It is easy to see the indentation on the surface and inside of the steel plate by light rubbing with oil stone. It is very difficult to completely prevent the countermeasures, only beautifying factories, to prevent foreign bodies from the upper tribes and the lower tribes. In addition, when roll scars occur, the corresponding problem rolls must be found as soon as possible, so it is better to measure the circumference of the rolls on the line and make an indentation distance table for finding the problem rolls.
B: Other indentations. The indentation caused by flying in foreign body during coiling, the indentation caused by attaching foreign body to the surface of expansion drum, such as the indentation caused by loose bolts, the indentation caused by pulling on the surface of steel coil hanger and the indentation caused by flying in foreign body on the surface of steel coil car and elevator; There are many indentations caused by impact around the coil during storage, but it is very important to tidy up the ground, coil platform and so on.
(4) Scratches: Scratches caused by violent impact of steel coils and other objects occur mainly in the peripheral area, but the weight loss is very large.
The main causes are as follows:
A: Crash caused by improper operation of hanger. More importantly, the collision between steel coils.
B: There are more scratches caused by the prizing of scissors when cutting the packing belt.
(5) Scratch: The scratch caused by the contact of steel plate with other objects in longitudinal shearing is called scratch.
A: Scratches caused by tension plate. The abrasion on the surface of steel plate caused by foreign bodies (metal powder, stripping powder, dust and garbage produced by steel coil itself) attached to the surface of tension plate.
B: Scratches caused by contact of various rollers. Scratches caused by errors in driving roll, non-driving roll follow-up, roll cycle and linear speed. The degree of scratch has a great relationship with the magnitude of velocity difference, the degree of roll surface roughening and the surface hardness of the steel plate itself.
C: Other scratches. The scratches caused by the contact of steel plate with approach bridge and other machines are usually caused by trimming scraps, head and tail plate pulled by equipment. The bolts, screws and other loose contact steel plates on the ferry bridge also produce scratches. Special attention should be paid to the scratches which are not easy to find and may cause batch defects.
Welcome to Rishbin, a professional
ctl line manufacturers, for more
ctl lines.