(1) Poor margin. The notch shape of the
cut-to-length line shear strip is related to the material quality, tensile strength, elongation, hardness and heat treatment state of the sheared material. When the cutting conditions such as clearance and coincidence are selected, the shape of the cutter edge is determined. If the cutting conditions are not set, the normal shape of the incision will not be obtained.
A: Edge defect caused by bad setting of tool clearance and coincidence.
B: Edge defect caused by extrusion of partitioning piece. The scars on the side of the separator and sintering caused by strong friction at the edge of the coil are not good.
C: Bad edges caused by cutting tools. Bad tool edge wear caused by bad tool side sintering due to tool defect.
D: Excessive drawing plate of coiler causes bad abnormal edge. In direct drawing, the edge of the tool shaft is bad because of the excessive tension of the winder.
(2) Bad burr: burr caused by too large clearance of knife; Burrs caused by tool wear; burrs caused by the extrusion of separators (especially on the indentation side).
(3) Transverse warping. Lateral warpage caused by too small outer diameter of apron; Lateral warpage caused by insufficient downward pressure of strip; Lateral warpage caused by intermediate bending and excessive stretching of tension rolls.
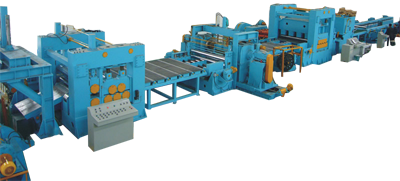
More high-quality cut to length lines, please come to Rishbin!