As the saying goes, everything is difficult at the beginning. It is no exception for the various shearing production lines,
slitting line and flying shear lines of RISHBIN Machinery. This is not only a difficult problem, but it is only a good beginning. Only with a good start, the mechanical equipment behind will be more accurate and efficient.
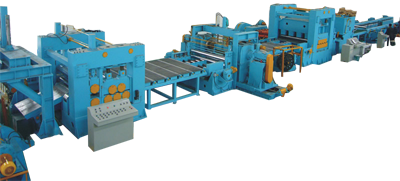
Previously, RISHBIN Machinery had carefully explained the topic of hydraulic feeding trolleys for metal slitters. Today, the detailed description of the necessary components for metal slitters is given. The second largest component of the metal slitter, following the hydraulic feeding trolley, that is, hydraulic internal winding machine. After the metal plate and the coil are driven by the hydraulic feeding trolley, the uncoiling operation of the metal coil is required. Only with an accurate start, the latter will be more accurate for the slitting of metal coils. Therefore, the design and production of hydraulic internal-rising uncoilers cannot be ignored.
Hydraulic internal winding machine
Features
It supports the coil and provides tension to the steel belt. It is composed of a frame, a main shaft, a retractable reel, an unwinding pressurizing device, an auxiliary support, a brake device, and a power unit.
Structure
Main Frame: The main frame consists of steel sections, A3 steel plates, and #45 steel forged bearing blocks. After annealing and qualitative treatment, no deformation occurs. The two bearing seats are bored one at a time to ensure the concentricity of the spindle installation without radial runout.
Main shaft: It is made of 40-mm round steel with 85mm diameter through hole, and then fine-tuned after conditioning. The work surface diameter is 200mm and the load is 20 tons.
Shrink reel: Adopt slider-type push-pull expansion reel form, four arc-shaped plates, wire cutting slider pair, expansion diameter: Ф460mm-Ф520mm. Reel effective working length of 1850mm, the overall mandrel to ensure that when the roll up and narrow concentricity, roll up to 508mm diameter on the lathe car round, hard chromium plating surface.
Unwinding and pressing device: It is composed of a nip roller, a support arm and a cylinder. The nip roll is a battered polyurethane glue. When unwinding, the material is pressed against the material head to help the material head not to loosen when unwinding. The support arm is powered by a hydraulic cylinder.
Auxiliary support: It is composed of steel plate welding frame, support arm and cylinder. The support arm is powered by an oil cylinder. After the coil is rolled up, the support arm lifts up and holds the cantilever sleeve, sharing the pressure of the cantilever main shaft.
Brake device: Pneumatic disc brake assembly can be used to adjust the braking force. When parking, the brake can be tightly closed to ensure that the standby and power-on state will not be loosened, so as to avoid scratching the board when loosening.
Hydraulic power: Sliding up and down the mandrel: hydraulic cylinder model specifications: Ф150 × 130mm, the use of rotary joints for oil (Taiwan oil field). Pressure lifting cylinder: Ф80×220 mm.
Electric power: Uncoiler power adopts 3.7KW AC motor with chain drive (1 set).
The function of the hydraulic internal-rising uncoiler is the same as that of the metal slitter slitting machine, but its structural design is mainly due to the customer's plate weight, width, thickness and other parameters. The parameters of the above metal slitting machine production line for the hydraulic up-rising uncoiler are designed by Rishbin Machinery based on the customer's requirements and are for reference only.